Ανταλλακτικά Καθόδου Πλάσματος Hifocus .11.848.211.142 G071 Για Ηλεκτρόδιο Kjellberg
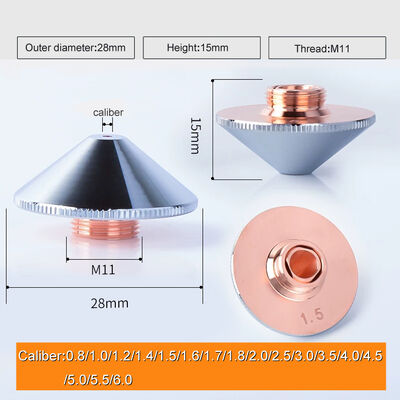
Καθόδος Hifocus Kjellberg .11.848.211.142 G071
Υψηλής ποιότητας αναλώσιμο για μηχανές κοπής πλάσματος, σχεδιασμένο για συστήματα ηλεκτροδίων Kjellberg.
Προφίλ Κατασκευαστή
Η Shanghai ZhouBo Welding & Cutting Technology είναι επαγγελματίας κατασκευαστής που ιδρύθηκε το 2007 με πάνω από 10 χρόνια εμπειρίας στην παραγωγή. Το σύγχρονο εργοστάσιό μας καλύπτει πάνω από 10.000 τετραγωνικά μέτρα και απασχολεί 50-100 εργάτες μαζί με 20 μηχανικούς έρευνας.
Διαθέσιμοι Τύποι Αναλωσίμων
Ηλεκτρόδια:
M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 και άλλα
Ακροφύσια:
M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y
Πώματα Στροβιλισμού Αερίου:
V4335, V4330, V4340, V4345, V4350, V4360, V4535, V4540, V4550, V4560, Z4015, Z4020, Z4022, Z4025, Z4030, Z4140, Z4530, Z4535, Z4545, Z4540, R4020, R4022, R4025, R4130, R4140, R4525, R4530, R4540, G4020, G4022, G4025, G4030, G4035, G4040, G4330, G4335, G4340, G4345, G4350, G4355
Πώματα Ακροφυσίων:
M3004, M3008, M3028, S3004, S3008, S3018, S3028, T3000, T3030, T3045, T3145, T3060, T3160, T3208, T3209, T3219, T3228, R3004, R3008, R3018, R3028, G3004, G3018, G3028
Προστατευτικά Πώματα:
Z501, T502, T503, V502, T522, G3209, G3219, G3249
Οδηγοί Αερίου:
Z101, Z102, Z111, Z111A, G101, G102, G121, G125
Σωλήνες Νερού:
T901, V931, PB-S75, PB-S46/47, .11.842.601.152, G931
Πίνακας Συμβατότητας
| Μηχανή |
HEC NO. |
Thum NO. |
Ref NO. |
Περιγραφή |
| Hifocus 280i Hifocus 360i Hifocus 440i (Ανοξείδωτο Ατσάλι) | K94231 | G971 | .11.848.211.142 | Σωλήνας ψύξης |
| K0424 | G044 | 11.848.211.530 | Κάθοδος |
| K0422 | G042 | .11.848.211.510 | Κάθοδος ArH2 |
| K7441 | G101 | .11.848.221.145 | Οδηγός αερίου |
| K14610 | G2010 | .11.848.221.410 | Ακροφύσιο O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Πώμα ακροφυσίου |
| K541218 | G3018 | .11.848.201.1618 | Πώμα ακροφυσίου |
| K641522 | G4022 | .11.848.201.1522 | Πώμα στροβιλισμού αερίου |
| K641525 | G4025 | .11.848.201.1525 | Πώμα στροβιλισμού αερίου |
| K0432 | G052 | .11.848.311.510 | Κάθοδος |
| K7445 | G105 | .11.848.221.149 | Οδηγός αερίου |
| K141016 | G2516 | .11.848.311.616 | Ακροφύσιο |
| K641830 | G4530 | .11.848.311.1530 | Πώμα στροβιλισμού αερίου |
| K44191 | G501 | .11.848.201.081 | Προστατευτικό πώμα |
| K04261 | G071 | .11.848.411.500 | Κάθοδος ArH2 |
| K74255 | G125 | .11.848.421.149 | Οδηγός αερίου |
| K141125 | G2725 | .11.848.411.625 | Ακροφύσιο ArH2 |
| K141127 | G2727 | .11.848.411.627 | Ακροφύσιο ArH2 |
| K141129 | G2729 | .11.848.411.629 | Ακροφύσιο ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Πώμα ακροφυσίου |
| K541419 | G3219 | .11.848.401.1619 | Πώμα ακροφυσίου |
| K541429 | G3229 | .11.848.401.1629 | Πώμα ακροφυσίου |
| K541449 | G3249 | .11.848.401.1649 | Πώμα ακροφυσίου |
| K641745 | G4335 | .11.848.401.1535 | Πώμα στροβιλισμού αερίου |
| K641740 | G4340 | .11.848.401.1540 | Πώμα στροβιλισμού αερίου |
| K641745 | G4345 | .11.848.401.1545 | Πώμα στροβιλισμού αερίου |
| K641750 | G4350 | .11.848.401.1550 | Πώμα στροβιλισμού αερίου |
| K44201 | G521 | .11.848.401.081 | Προστατευτικό πώμα |

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!